Been working on the
rear spar. As part of that, you're required to build the aileron hinge bracket assemblies. These parts are not straight after having been manufactured, so into the vice they went, sandwiched between pieces of wood, and slowly worked as straight as can be. The rear spar reinforcement fork and doubler plate are also hopelessly warped. It takes a lot of time to straighten those out.
The WD-1007D-L/R Outboard Rear Spar Doubler Plates need to have a funny-shaped hole cut into them to fit the aileron pushrods. A search of the 'net shows that these holes are problematic for many people in that their pushrods rub against these holes. There's no way to test them until the ailerons are installed. The plans provide templates to use to make the holes for both wings. Turns out, they're not properly scaled on the paper, so I rescaled them and printed them out. Even still, one of the rows of holes doesn't line up. But all the others do and I checked it against the spar and the pushrod template is in the right place.

I use the center punch to start those holes with a #40 and worked my way up to a 3/8", then sanity took over and I used the unibit to enlarge the holes all the way as shown in the template. The shaded areas need to be removed via some other means. My Dremel didn't have any tip that would fit the bill, so I tried to drill a series of holes to file through. This was after I wised up and used the rear spar itself to trace out the shape of the hole (the paper method was good for the center punch locations).

But there was still too much material. Off to Home Depot I went to grab a nibbler. They don't have them in the store. Amazon Prime to the rescue with $3.99 overnight shipping for a
nibbler. This nifty tool made short work of the aluminum. I used this 1/8"
aluminum oxide grinding stone on my Dremel to round it out. It's basically a really bad cutting stone. It melts the aluminum very slowly, making it easy work, except when you want to remove a lot of material. Then you have to be mindful of the heat generated. Next it was just smoothing all that down to look and feel pretty with sandpaper and the miraculous
finishing sander. Below is the right side. The left side isn't as good. The
nibbler doesn't fit at the top coming from the unmarked side (due to the flange), so I clipped just a bit too much off on one bite using the
nibbler from the other side. Won't be a problem.

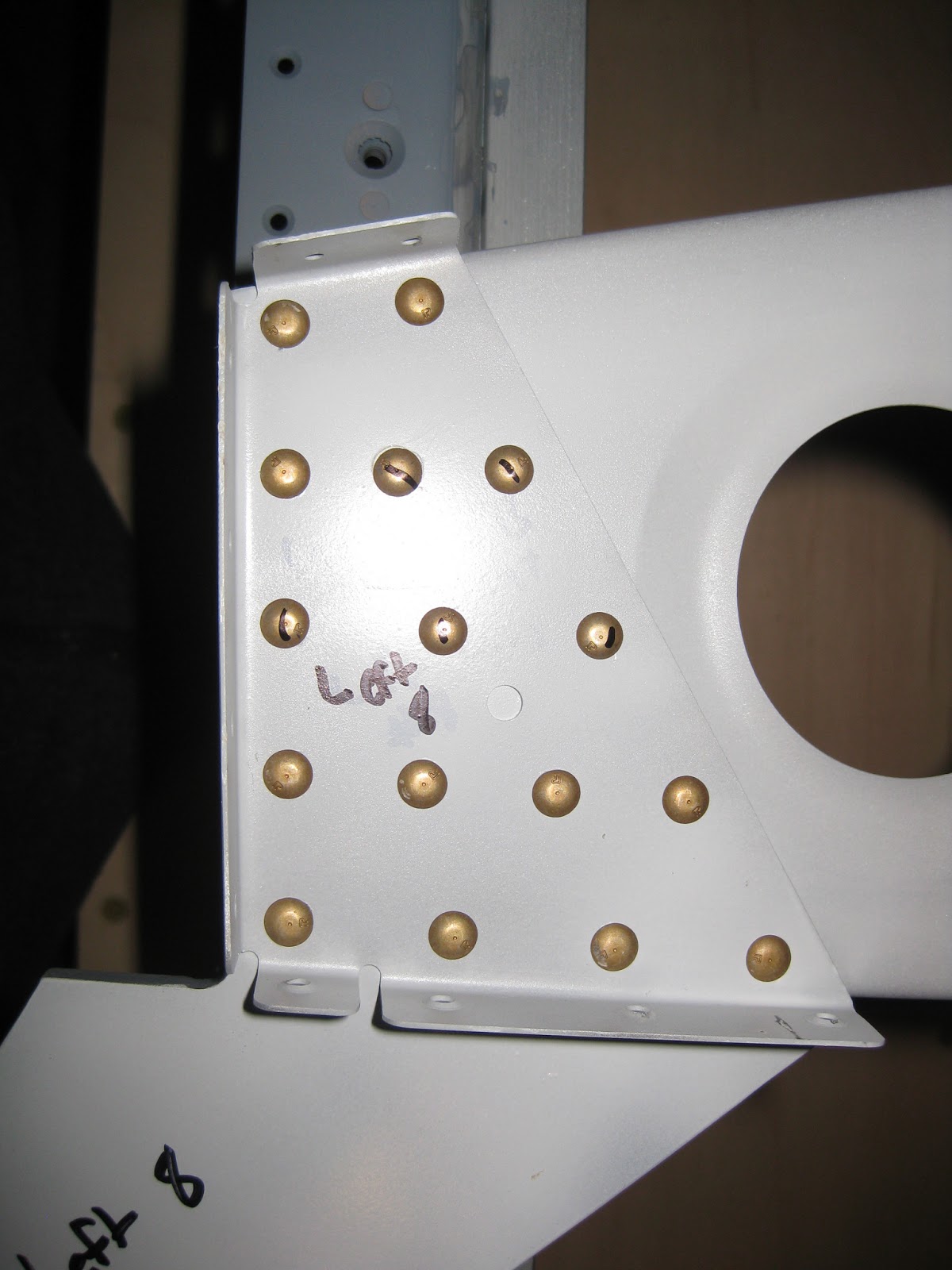
On the rear spar, at the aileron attach points, there are doubler plates. Not sure why (perhaps due to material thickness?), but the top flange of the rear spar that corresponds to the length of the doubler plates gets countersunk rather than dimpled. So, off I went to countersink on the left wing's doubler first, utterly terrified since screwing up this piece would be costly. I set the microstop using a piece of scrap angle, then went to the rear spar. The bit chattered in the hole and it got elongated. I did it to the next two holes too, though not as bad (all other holes, around 30-some total, are fine since I slowed down the drill speed). I'll either need to 1) enlarge these corresponding skin holes to a #30 and use the
Rivet of Shame or "oops" rivet (NAS1097AD4, shank of a AD4 but head of an AD3) and furthermore, pre-compress the rivet to make sure it fills that weird hole reasonably, 2) just set it up for a AN426AD4 all the way through or 3) replace the part. Oops indeed.

Every part in
Section 15 needs to be deburred: Holes and edges. Turns out my hand-held
screwdriver is a major hand-saver for this. And I managed to find a way to run the spars across the
Scotch-Brite wheel. Time saver!
Both flanges in the rear spars have to be dimpled, where they weren't countersunk. I used the
DRDT-2 on the bottom flange since that flange is orthogonal to the web. But the top flange is acute to the web, so using the
DRDT-2 would distort the flange. Instead, I used the
Main Squeeze for those, ensuring that I aligned it properly to the flange angle before each press. A piece of electrical tape on the backside of the
Main Squeeze prevented it from gauging the web.
I also went ahead and deburred and dimpled the top J-stiffener (it's the first thing prepped in
Section 13 and is installed in
16) so I can prime it with these parts. I thought it was a good idea since the wing skins will be big and awkward during their prep without the J-stiffener floating around in the way too.
Tomorrow is etching and priming. Then everything gets attached.